Отклонения резьбы. Допуски и посадки резьбовых соединений. Основные параметры и сферы применения
и переходными посадками
Посадки с натягом для метрической резьбы назначаются по ГОСТ 4608, апереходные посадки – по ГОСТ 24834. Применяют эти виды посадок для резьбовых шпилек, которые ввинчиваются в корпус. Номинальные диаметры шпилек, ряды предпочтительности и шаги даны в таблица 6.9. Переходные посадки обеспечивают полную взаимозаменяемость и облегчают процесс сборки. Однако они требуют дополнительного элемента заклинивания (контакт по коническому сбегу резьбы; упор в плоский бурт шпильки; упор цилиндрической цапфы шпильки в дно гнезда) (таблица 6.10). Соединения с натягом не обеспечивают полной взаимозаменяемости. Требуется 100%-ный контроль среднего диаметра и рассортировка на группы. Число сортировочных групп (2 или 3) указывается после обозначения степени точности в скобках. Натяги образуются только по среднему диаметру, по наружному и внутреннему диаметрам предусмотрены зазоры.
Длина свинчивания зависит от материала корпуса: для стали от 1d до 1,25d ; для чугуна от 1,25d до 1,5d ; для алюминиевых и магниевых сплавов от 1,5d до 2d.
Выбор полей допусков и посадок производят по таблице 6.11 в зависимости от материала корпуса, диаметра и шага резьбы. Допуски среднего диаметра резьб с натягом (сортируемых на группы) не включают диаметральных компенсаций погрешностей шага и угла профиля. Погрешности шага и угла профиля ограничиваются своими допусками (Тр и T α). Допуски среднего диаметра резьбы с переходными посадками являются суммарными, как для резьб с зазором. Значения допусков и основных отклонений определять по стандартам и справочникам. Схемы расположения полей допусков для резьб с натягом даны на рисунке 6.5, а для резьбовых соединений по переходным посадкам – на рисунке 6.6.
Таблица 6.9 – Метрическая резьба. Посадки с натягом и переходные. Диаметры и шаги, мм
|
Номинальный диаметр резьбы, d |
Шаг, Р |
Номинальный диаметр резьбы, d |
Шаг, Р |
||||
|
2 Шаги, отмеченные значком *, только для переходных посадок. |
|||||||
Рисунок 6.5 – Расположение полей допусков метрической резьбы с натягом:
а – для наружной; б – для внутренней

Рисунок 6.6 – Схемы расположения полей допусков метрической резьбы с переходными посадками: а – для наружной; б – для внутренней
Таблица 6.10 – Примеры дополнительных элементов заклинивания в резьбовых соединениях с переходными посадками (по информационному приложению к ГОСТ 24834)
|
Вид заклинивания | ||
|
1 Конический сбег резьбы 1)
|
Наиболее часто используемый вид заклинивания, применяется в сквозных и глухих отверстиях. Не рекомендуется применять при высоких динамических нагрузках. При слишком большом крутящем моменте затяжки может иметь место деформация внутренней резьбы в верхней части резьбового отверстия 2) |
|
|
2 Плоский бурт
|
В основном алюминиевые и магниевые сплавы |
Применяется в сквозных и глухих отверстиях. Прилегающая плоскость бурта должна быть перпендикулярна к оси резьбы. Диаметр бурта должен быть не менее 1,5d . |
|
3 Цилиндрическая цапфа
|
Сталь, чугун, алюминиевые и магниевые сплавы |
Применяется только в глухих отверстиях. Имеет меньшее стопорящее действие, чем у элементов 1 и 2. Диаметр цилиндрической цапфы несколько меньше внутреннего диаметра резьбы. Угол конуса на конце цапфы должен совпадать с углом заточки сверла для обработки отверстия под резьбу |
|
Примечания: 1 Для накатанных резьб конический сбег имеет наилучшее заклинивающее действие тогда, когда сбег резьбы выполнен по всей длине переходного конуса. 2 Во избежание деформации внутренняя резьба выполняется с зенковкой 60°. Толщина стенки резьбового отверстия должна быть не менее 0,5d для надежного распределения радиальных напряжений. |
||



Таблица 6.11 – Поля допусков и посадки с натягом и переходные
|
Материал детали с внутренней резьбой |
Номинальный диаметр d (D ), мм |
Шаг P , мм |
Поля допусков диаметров резьбы |
Примеры обозначения посадки |
|||||||
|
Наружной |
Внутренней |
||||||||||
|
Посадки с натягом по ГОСТ 4608 |
|||||||||||
|
чугун и ал. сплавы чугун, ал. и магниевые сплавы сталь, высокопрочные титановые сплавы |
2H 5D (2) 2H 5D (2) 2H 4d (3) |
||||||||||
|
Переходные посадки по ГОСТ 24834 |
|||||||||||
|
Сталь, чугун, ал. и магниевые сплавы Чугун, ал. и магниевые сплавы |
4jk ;2m 4j ;2m |
3H 6H 5H 6H 4H 6H |
|||||||||
|
Примечания: 1 Поле допуска наружного диаметра резьбы в обозначении не указывается. 2 Допускается применение без сортировки на группы посадок 3H 6H /3p ; 3H 6H /3n . |
|||||||||||
За долгие века своего развития человечество придумало множество способов соединения деталей. Деталью договоримся называть некий материальный объект, входящий в соединение, который не может быть разделен на более мелкие объекты. Соединение нескольких деталей условимся называть узлом, а совокупность узлов, способных при соединении выполнять определенные действия - механизмом.
Принято различать соединения деталей подвижные и неподвижные, В подвижных соединениях детали движутся друг относительно друга, а в неподвижных жестко скреплены друг с другом. Каждый из этих двух типов соединений подразделяют на две основные группы: разъемные и неразъемные.
Разъемными называются такие соединения, которые позволяют производить многократную сборку и разборку сборочной единицы без повреждения деталей. К разъемным неподвижным соединениям относятся резьбовые, штифтовые, шпоночные, шлицевые, профильные, клеммовые.
Неразъемными называются такие соединения, которые могут быть разобраны лишь путем разрушения. Неразъемные неподвижные соединения осуществляются механическим путем (запрессовкой, склепыванием, загибкой, кернением и чеканкой), с помощью сил физико-химического сцепления (сваркой, пайкой и склеиванием) и путем погружения деталей в расплавленный материал (заформовка в литейные формы, в пресс-формы и т. п.)
Подвижные неразъемные соединения собирают с применением развальцовки, свободной обжимки. В основном это соединения, заменяющие целую деталь, если изготовление ее из одной заготовки технологически невозможно или затруднительно и неэкономично.
Резьбовые соединения деталей являются наиболее распространенным видом разъемных соединений. Резьба - выступы, образованные на основной поверхности винтов и гаек и расположенные по винтовой линии. Несмотря на кажущуюся простоту резьбовые соединения весьма разнообразны. Поэтому в рамках текущего курса мы рассмотрим те из них, которые широко встречаются в нашем ассортименте. Но сперва дадим общую классификацию.
Р езьбы, допуски и посадки

По форме основной поверхности различают цилиндрические и конические резьбы. Наиболее распространена цилиндрическая резьба. Коническую резьбу применяют для уплотняющихся и герметичных соединений труб, масленок, пробок и т.п.
По профилю резьбы различают треугольные, прямоугольные, трапецеидальные, круглые и другие резьбы.
По направлению винтовой линии различают правую и левую резьбы. У правой резьбы винтовая линия идет слева направо и вверх, у левой - справа налево и вверх. Наиболее распространена правая резьба.
По числу заходов - однозаходная и многозаходная резьбы. Наиболее распространена однозаходная резьба.
Резьбу получают (формируют) несколькими способами:
- лезвийная обработка;
- накатывание;
- абразивная обработка;
- выдавливание прессованием;
- литьё;
- электрофизическая и электрохимическая обработка.
Наиболее распространённым и универсальным способом получения резьб является лезвийная обработка . К ней относятся:
нарезание наружных резьб плашками

нарезание внутренних резьб метчиками

точение наружных и внутренних резьб специальными резцами и гребенками


резьбофрезерование наружных и внутренних резьб дисковыми и червячными фрезами

нарезание наружных и внутренних резьб резьбонарезными головками

Накатывание является наиболее производительным способом обработки резьб, обеспечивающим высокое качество получаемой резьбы. К накатыванию резьб относятся:
накатывание наружных резьб двумя или тремя роликами с радиальной, осевой или тангенциальной подачей

накатывание наружных и внутренних резьб резьбонакатными головками

накатывание наружных резьб плоскими плашками;

накатывание наружных резьб инструментом ролик-сегмент

накатывание (выдавливание) внутренних резьб бесстружечными метчиками

К абразивной обработке резьб относится шлифование однониточными и многониточными кругами. Применяется для получения точных, в основном ходовых резьб.
Выдавливание прессованием применяется для получения резьб из пластмасс и цветных сплавов. Не нашло широкого применения в промышленности.
Литьё (обычно под давлением) применяется для получения резьб невысокой точности из пластмасс и цветных сплавов.
Электрофизическая и электрохимическая обработка (например, электроэрозионная, электрогидравлическая) применяется для получения резьб на деталях из материалов с высокой твердостью и хрупких материалов, например твёрдых сплавов, керамики и т. п.
Рассмотрим теперь основные геометрические параметры цилиндрических резьб . Они включают: наружный d, средний d2 и внутренний d1 диаметры резьбы, шаг резьбы р, угол профиля α.

Метрическая резьба ISO - основной вид резьбы крепежных деталей с углом профиля α = 600. Широко употребима в Европе и Азии. Профиль - равносторонний треугольник со срезанными вершинами. Размеры указываются в миллиметрах.

Метрическая резьба бывает с крупным и мелкими шагами. Чаще всего, наиболее износостойкую и технологичную резьбу выполняют с крупным шагом. Резьбы с мелким шагом используются реже. Ниже приводится таблица, составленная на основании ГОСТ 8724-81 «Резьба метрическая. Диаметры и шаги».
Шаг резьбы для крупной и мелкой резьбы (однозаходной)
(Размеры в скобках действительны для новых стандартов ISO)
|
Резьба |
Шаг резьбы Р, мм |
|||
|
Крупная резьба М |
Мелкая резьба М |
|||
|
Мелкая |
Мелкая 2 |
Супермелкая |
||
|
М1.2 М1.4 М1.6 М1.8 |
0.25 0.25 0.35 0.35 |
(0.2) (0.2) (0.2) (0.2) (0.2) |
||
|
М2.2 М2.5 М3.5 |
0.45 0.45 |
(0.25) (0.25) (0.35) (0.35) (0.35) |
||
|
М10 |
1.25 |
0.75 1.25 |
0.75 |
0.75 |
|
М12 М14 М16 М18 М20 |
1.75 |
1.25 1.25 |
||
|
М22 М24 М27 М30 М33 |
||||
|
М36 М39 М42 М45 М48 |
(4)3 (4)3 (4)3 |
|||
|
М52 М56 М60 М64 М68 |
(4)3 |
3(2) 3(2) |
2(1.5) 2(1.5) |
|
Кроме упомянутых выше основных характеристик существуют дополнительные: сбег, недорез и недовод.
Участок конечных витков резьбы, имеющих неполный профиль, называется сбегом резьбы. Сбег резьбы — участок неполного профиля в зоне перехода резьбы в гладкую часть детали, возникает при отводе режущего инструмента от изделия.
Недовод резьбы — величина ненарезанной части поверхности детали между концом сбега и опорной поверхностью детали (при переходе с одного диаметра на другой).
Недорез резьбы — участок поверхности детали, включающий сбег резьбы и недовод.

Величина недореза важна, например, при соединении двух тонких листов стали: при излишне большом недорезе соединение может быть неплотным.
Также встречаются также дюймовые резьбы нескольких видов (1 дюйм равен 25,4 мм).
Дюймовая резьба UTS, ISO 5864 . Используется преимущественно в США. Профиль - равносторонний треугольник (угол при вершине 60о) со срезанными вершинами. При одном диаметре резьба может иметь крупный (UNC) или мелкий (UNF) шаг. Размеры резьбы указываются в долях дюйма и в числе витков, приходящихся на дюйм. Для маленьких диаметров резьбы перед числом витков через дефис ставится порядковый номер резьбы: от 0 до 12.
Дюймовая резьба Витворта BSW . Используется преимущественно в Великобритании. Профиль - равнобедренный треугольник (угол при вершине 55 градусов). При одном диаметре резьба может иметь крупный (BSW) или мелкий (BSF) шаг. Размеры указываются в долях дюйма и в числе витков резьбы на дюйм.
|
Дюймы |
Номинал |
Число ниток |
Число ниток |
Номер-чн UNC |
Номер-чн UNF |
Чн |
Чн |
|
|
1,524 |
0-80 |
|||||||
|
1,854 |
1-64 |
1-72 |
||||||
|
2,184 |
2-56 |
2-64 |
||||||
|
2,515 |
3-48 |
3-56 |
||||||
|
2,844 |
4-40 |
4-48 |
||||||
|
3,175 |
5-40 |
5-44 |
||||||
|
3,505 |
6-32 |
6-40 |
||||||
|
5/32 |
3,969 |
|||||||
|
4,165 |
8-32 |
8-36 |
||||||
|
3/16 |
4,763 |
|||||||
|
4,826 |
10-24 |
10-32 |
||||||
|
5,486 |
12-24 |
12-28 |
||||||
|
7/32 |
5,556 |
|||||||
|
6,350 |
||||||||
|
9/32 |
7,144 |
|||||||
|
5/16 |
7,938 |
|||||||
|
9,525 |
||||||||
|
13/32 |
10,319 |
|||||||
|
7/16 |
11,113 |
|||||||
|
12,700 |
||||||||
|
9/16 |
14,288 |
|||||||
|
15,875 |
||||||||
|
11/16 |
17,463 |
|||||||
|
19,050 |
||||||||
|
22,225 |
||||||||
|
25,400 |
||||||||
|
1 1/8 |
28,575 |
|||||||
|
1 1/4 |
31,750 |
|||||||
|
1 3/8 |
34,925 |
|||||||
|
1 1/2 |
38,100 |
|||||||
|
1 3/4 |
44,450 |
|||||||
|
50,800 |
||||||||
|
2 1/4 |
57,150 |
|||||||
|
2 1/2 |
63,500 |
|||||||
|
2 3/4 |
69,850 |
|||||||
|
76,200 |
||||||||
|
3,25 |
82,550 |
|||||||
|
88,900 |
||||||||
|
3,75 |
95,250 |
|||||||
|
101,600 |
||||||||
|
4,25 |
107,950 |
|||||||
|
114,300 |
||||||||
|
4,75 |
120,650 |
|||||||
|
127,000 |
||||||||
Сводные таблицы используемых размеров дюймовых резьб и допустимых отклонений от них представлены ниже.


Кроме цилиндрических машиностроительных резьб в крепежных изделиях широко применяются шурупные и самонарезающие резьбы . Можно выделить четыре основных характеристики этой группы резьб.
диаметры: D 1 по гребням; D2 - стержня
шаг P ;
количество заходов n.



Кроме них существенное влияние на самонарезающие свойства изделия оказывает угол при вершине профиля резьбы α (на рисунке 60±3 градуса).
Чем меньше указанный угол, тем легче закручивается изделие и легче формируется резьба. Традиционные шурупы, выпускаемые отечественной промышленностью (ГОСТ 1144 -80, ГОСТ 1145-80), имеют этот угол равным 600, как у метрической резьбы. Современные саморезы изготавливаются с углом α=450 и меньше. Области их применения и конструкции весьма разнообразны, и, вследствие этого, мало стандартизованы. Саморезы же, предназначенные для вворачивания в металл (DIN 7976, 7981…7983), изготавливаются с большими углами (в основном 600) для повышения прочности нитки резьбы у основания профиля. Эти саморезы относятся к высоко стандартизованным изделиям и их резьбы изготавливаются по стандартам ISO 1478, EN 2478, DIN 7970. В чертежно-конструкторской документации перед диаметром их резьбы ставятся буквы ST.
В таблице представлены основные размеры резьбы ST и основные исполнения концов.


В рассмотренных выше таблицах допустимых размеров резьб разного типа для каждого номинального размера приводятся его максимальное и минимальное значения. И это очень разумно, т.к. практически изготовить какую-нибудь деталь абсолютно точно невозможно. Допустимую точность изготовления принято характеризовать полем допуска. Рассмотрим диаграмму. (ГОСТ 25346-89. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений ).
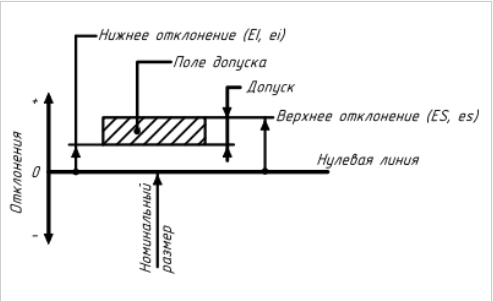
Пусть некоторая деталь имеет некоторый номинальный размер 10 мм. Примем его на диаграмме за нулевую линию. Будем откладывать вверх от нее положительное отклонение этого размера, а вниз - отрицательное. Поле допуска в координатах такого типа отображается заштрихованной полосой. Верхнее отклонение на диаграмме может иметь значение, например, 2, а нижнее - 1мм. Таким образом, при изготовлении этой детали с номиналом 10 мм, фактический ее размер должен попадать в интервал 11…12 мм. Собственно допуск в этом случае равняется 1 мм (12 - 11 = 1). Однако, есть еще и второй параметр, характеризующий нашу деталь - это положение поля допуска на оси отклонений.
В нашем примере поле допуска расположено целиком в области положительных отклонений.
Непосредственно для метрических резьб допуски регламентируются «ГОСТ 16093-81. Резьба метрическая. Допуски. Посадки с зазором».
Собственно допуски диаметров устанавливаются по степеням точности, обозначаемым числами. Совокупность допусков одного уровня точности называется квалитет (степень точности).

Положение поля допуска диаметра резьбы определяется основным отклонением и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.

Обозначение поля допуска диаметра резьбы состоит из числа, обозначающеего степень точности, и буквы, обозначающей основное отклонение. Например: 4h; 6g; 6H.
В зависимости от требований, предъявляемых к точности резьбового соединения, поля допусков резьбы болтов и гаек установлены в трех условных классах точности.
|
Крепежная деталь |
Точный |
Средний |
Грубый |
|
Болт или шпилька |
6h; 6g; 6e; 6d |
8h; 8g; |
|
|
Гайка |
4H; 5H |
5H6H; 6H; 6G |
7H; 7G |
Расположение полей допусков для резьб схематично представлено на диаграмме.

Универсальная таблица размеров допусков для крепежных изделий приводится ниже. Она позволяет, зная поле допуска и номинальный размер измеряемой величины, определить размеры допустимых отклонений.

Аналогичная таблица существует и специально для резьб.

На выбор поля допуска резьбы влияет также покрытие детали . Для наружной резьбы, имеющей антикоррозионное металлическое покрытие, увеличивающее размеры деталей (цинкование, кадмирование, никелирование, серебрение, меднение и т.п.), или для деталей из нержавеющих, жаропрочных, кислотостойких сталей и титановых сплавов (независимо от вида покрытий) следует применять поля допусков: 6g (с шагом резьбы до 0.45 мм вкл.) и 6е (с шагом резьбы 0,5 мм и более). Для наружной резьбы, имеющей неметаллическое покрытие применяется поле допуска 5h и 6h (независимо от вида покрытия).
Посадки резьбовых соединений бывают с зазором , с натягом и переходные . Обратите внимание, у цилиндрических соединений также бывают посадки с зазором, с натягом и переходные.
Для образования соответствующей посадки стандартом установлены следующие поля допусков, которые приведены в таблицах 42, 43 и 44. В этих же таблицах изложены особенности и области применения этих посадок.
Номинальный профиль резьбы - профиль наружной и внутренней резьбы, который определен номинальными размерами его линейный и угловых элементов и к которому относятся номинальные размеры наружного, среднего и внутреннего диаметров резьбы.
Основные средства контроля резьбовых изделий
Резьбовые изделия контролируются в основном с помощью предельных калибров (комплексный метод). В комплект для контроля цилиндрических резьб входят рабочие проходные и непроходные предельные калибры. Проходные резьбовые калибры должны свинчиваться с резьбовым изделием (табл. 41). Они контролируют приведенный средний и наружный (у гаек) или внутренний (у болтов) диаметры резьбы. Непроходные резьбовые калибры контролируют собственно средний диаметр.
Поэлементный контроль резьбовых изделий (дифференцированный метод) используют главным образом для точных резьб: калибров-пробок, резьбообразующего инструмента и т. д. При этом отдельно проверяют собственно средний диаметр, шаг и половину угла профиля α, используя универсальные и специализированные приборы. Например, средний диаметр измеряют на универсальном и инструментальном микроскопах, методом трех или двух проволочек на контактных приборах, резьбовым микрометром.
Шаг резьбы и половину угла профиля измеряют на микроскопах, проекторах и т. д.
Обозначения резьбы
(расшифровка условного обозначения резьбы)
Специалист, расшифровывая условное обозначение резьбы, может получит практически все параметры резьбы или резьбового соединения. В данном разделе приводятся примеры расшифровки условного обозначения конкретных примеров резьбы и резьбовых соединений.
1. Резьба М12-6 g . Резьба метрическая, так как впереди стоит буква М. Резьба наружная, так как основное отклонение в указано строчкой латинской буквой. Номинальный (наружный) диаметр d =12 мм . Резьба с крупным шагом, так как в условном обозначении шаг резьбы не указан. Резьба однозаходная так как в условном обозначении число заходов не указан. Резьба правого вращения, так как в условном обозначении не указан знак LH . Резьба имеет нормальную длину свинчивания, так как в условном обозначении не указана длина свинчивания резьбы. Резьба изготовлена для образования посадки с зазором, так как основное отклонение g служит для образования посадки с зазором (табл. 41).
Поле допуска, среднего диаметра – Т d 2 и наружного диаметра Т d одинаковы и составляют 6 g . Дело в том, если поле допуска среднего и наружного диаметров одинаковы, то в условном обозначении поле допуска указывается один раз. Допуски среднего и наружного диаметров назначены по 7-ой степени точности.
2. Резьба М12-6Н. Номинальный (наружный) диаметр резьбы D =12 мм. Резьба внутренняя, так как, основное отклонение Н указано заглавной латинской буквой. Обратите внимание, по основному отклонению Н не возможно определить, для образования какой посадки изготовлена резьба, так как основное отклонение Н используется при образовании и посадок с зазором, с натягом и переходных. Если бы были основные отклонения G и D , то сразу было бы понятно, что резьба изготовлена для образования посадки с зазором. Так как эти отклонения предназначены для образования именно посадки с зазором.
Поле допуска среднего - Т D 2 и наружного - Т D диаметров одинаковы и составляют 6Н . Дело в том, если поле допуска среднего и наружного диаметров одинаковы, то в условном обозначении поле допуска указывается один раз. Допуски среднего и наружного диаметров назначены по 6-ой степени точности. Остальные параметры такие же, как и в первом варианте.
3. Резьба М12 - 7 g 6 g . Резьба наружная. 7 g - поле допуска среднего диаметра, 6g - поле допуска наружного диаметра. Дело в том, если поле допуска среднего и наружного диаметров резьбы разные, то каждое поле допуска в условном обозначении показывается по отдельности.
4. Резьба M 12 - 5 H 6 H . Резьба внутренняя. 5 H - поле допуска среднего диаметра, 6H - поле допуска наружного диаметра.
5. Резьба M 12 x 1 - 6 g . Резьба наружная с мелким шагом, Р = 1 мм.
6. Резьба M 12 x 1 - 6 H . Резьба внутренняя с мелким шагом, Р = 1 мм.
7. Резьба М12х1 LH - 6 g . Резьба наружная с мелким шагом, левая, так как в условном обозначении указаны шаг резьбы 1 мм и знак LH .
8. Резьба М12 x 1 LH - 6 g . Резьба внутренняя с мелким шагом, левая, так как в условном обозначении указаны шаг резьбы 1 мм и знак LH.
9. Резьба M 12 - 7 g 6 g - 30. Резьба метрическая, наружная, с длиной свинчивания, отличающейся от номинальной. Так как в условном обозначении резьбы указана длина свинчивания равная 30 мм.
Посадка в резьбовом соединении обозначается дробью, в числителе которой указывается обозначение поля допуска внутренней резьбы, а в знаменателе поле допуска наружной резьбы. Обратите внимание, посадка гладкого цилиндрического соединения обозначается также аналогично.
1.М12 - 6 H /6 g . Условное обозначение посадки резьбового соединения с зазором, с крупным шагом, так как шаг резьбы не указан.
2. М12х1 - 6 H /6 g . Условное обозначение резьбового соединения с зазором, с мелким шагом, так как указан шаг резьбы равный 1 мм.
3. М12х1 LH - 6 H /6 g . Условное обозначение резьбового соединения с зазором с мелким шагом и левого вращения, так как указан знак LH.
Для метрической резьбы предусмотрены три класса точности
*Поля допусков предпочтительного применения.
Для трапецеидальной резьбы установлены два класса точности – средний и грубый, для упорной – кл.1 и кл.2, для трубной цилиндрической классы точности А и В.
Основные типы крепежных деталей.
Основными типами резьбовых крепежных деталей являются болты, винты, шпильки и гайки.
Для соединения деталей применяются болты, винты с гайками (П6а), винты (П6б), шпильки с гайками (П6в).
Болты и винты по форме головки разделяются на три группы:
с головкой, захватываемой инструментом снаружи;
с головкой, захватываемой инструментом с торца;
с головкой, препятствующей повороту болта.
Наибольшее распространение получили шестигранные головки (встречаются квадратные и др.), захватываемые ключом снаружи (П7а, б, в).
Головки с торцевым захватом изготавливаются с внутренним шестигранником или квадратом, шлицем под обычную отвертку (П7г) и с крестообразным шлицем.
Для фиксации положения деталей и предотвращения их взаимного сдвига применяют установочные винты (П7. 2Б). По характеру действия – это нажимные винты, работающие на сжатие, изготавливают их короткими с резьбой по всей длине.
К специальным болтам относятся:
Откидные (П7. 2в), болты с о станочным обработанным пазом (П7. 2а), конические (ГОСТ 15163 – 69), грузовые (П7. 3в рым-болт) и т.д.
Шпилькой называется цилиндрический стержень, снабженный резьбой на обоих концах (П7. 2г). Шпильки рекомендуется применять в тех случаях, когдасоединение подвергаетсячастой разборке и сборке, и резьба в детали в силу свойств материала (чугун, легкие сплавы и т.п.) не обладает прочностью и износостойкостью.
Основным типом гаек являются шестигранные (П7. 4б, в, г).
Высота нормальных гаек Н=0,8d, при частом завинчивании и отвинчивании и больших силах применяют высокие гайки Н=(1,2…1,6)d.
Гайки, подлежащие стопорению с помощью шплинтов, выполняют корончатыми или прорезными (П7. 4г) с увеличенной высотой.
Гайки, часто завинчиваемые и отвинчиваемые при малой силе затяжки, выполняют с накаткой (П7. 5б) или в виде барашка (П7. 5б) для завинчивания вручную.
Для предохранения крепёжных деталей от коррозии или улучшения внешнего вида их подвергают различным покрытиям.
Виды и условное обозначение покрытий болтов, винтов, шпилек и гаек.
Таблица 2
Обозначения
Виды покрытий
Без покрытия
Цинковое с хроматированием
Кадмиевое с хроматированием
Никелевое: многослойное – медь – никель
Многослойное – медь – никель – хром
Фосфатное с промасливанием
Оловянное
Цинковое
Окисное анодированное с хроматированием
Пассивное
Серебряное
Болты, винты, шпильки и гайки обозначаются по следующей схеме:
Болт 2М12 x 1,25.6 dx 60.58.С.029 ГОСТ.
Поле допуска 8q, 8H, крупный шаг резьбы, исполнение 1, вид покрытия 00 (без покрытия) в обозначении не указывается.
Классы прочности болтов и материалы резьбовых деталей.
Таблица 3
|
Класс прочности |
Временное
сопротивление
|
Предел текучести σ y , МПа не менее |
Марка стали |
||
|
наименьшее |
наибольшее | ||||
|
Ст.3кп;ст.3сп | |||||
|
10; 10кп; 20; |
|||||
|
35;35х;38ха;45Г | |||||
|
40Г2; 40Х; 16ХСН; 30ХГСА | |||||
|
40Х; 30ХГСА |
|||||
|
35ХГСА; 40ХН2МА |
|||||
 σ u ,
МПа
σ u ,
МПаПримечание:
Класс прочности обозначается двумя числами. Первое число, умноженное на 100, определяет величину минимального предела прочности в МПа; второе число, умноженное на 10, - отношение σ y /σ u в %; произведение чисел, умноженное на 10, определяет величину предела текучести σ y в MПа.
Определение длины: (см. журнал лабораторных работ).
Болта l = ∑δ + S + H + a + c
Винта l = δ + l 1 + S
Шпильки l = δ + S + H + a + c
∑δ – суммарная толщина скрепляемых деталей;
δ – толщина детали;
l 1 – глубина завинчивания винта (шпильки);
S – толщина шайбы;
Н = 0,8d – высота гайки;
а – выход конца болта из гайки;
с – величина фаски.
Запас нарезки, глубина сверления и другие элементы резьбовых соединений для метрической резьбы:

|
Шаг резьбы р мм |
Запас глубины сверления L 1 мм |
Выход конца винта из гайки а мм |
Фаска с мм |
Шаг резьбы р мм |
Запас глубины сверления L ,мм |
Выход конца винта из гайки а мм |
Фаска с мм |
Глубину завинчивания винтов и шпилек принимают:
В стальном корпусе l 1 = (0,8 . . . 1,0)d
В чугунном корпусе l 1 = (1,3 . . . 1,4)d
В алюминиевый сплав l 1 = (2,0 . . . 2,5)d
где d – диаметр резьбы.
Определение глубины сверления для винта и шпильки
где L – глубина сверления;
l 1 – глубина завинчивания винта или шпильки;
L 1 – запас глубины сверления.
Примечание:
Необходимые величины l 1 ; L; S; H; a и с принимают по соответствующим стандартам. При отсутствии стандартов – по эмпирическим соотношениям и по приведённой таблице.
При скреплении деталей из мягких сплавов, например, алюминиевых, кроме пружинной шайбы необходимо учитывать толщину подкладной шайбы.
Класс точности резьб
Согласно ГОСТу 9253-59 для всех метрических резьб установлены три класса точности, и как исключение 2а (только для резьбы с мелким шагом).
Наиболее точная резьба 1-го класса. В тракторах и автомобилях применяются резьбы 2 и 3-го классов. На чертежах класс резьбы проставляется после шага. Например: М10х1 – кл. 3; М18 – кл. 2, что означает: резьба метрическая 10, шаг 1, класс точности резьбы – 3; резьба метрическая 18 (крупная), класс точности резьбы – 2-й.
По отмеченным стандартам метрической резьбы для мелких резьб были установлены шесть степеней точности, которые обозначаются буквами:
с; d; e; f; h; k – для наружных резьб;
C;D; E; F; H; K – для внутренних резьб.
Степени точности с; d (C; D) примерно соответствуют 1 классу; e; f (E; F) – 2 классу; h; k (H; K) – 3 классу.
Для трубной цилиндрической резьбы установлены 2 класса точности 2 и 3-й. Отклонения размеров трубной цилиндрической резьбы даны в ГОСТе 6357 – 52.
Для дюймовой резьбы с углом профиля 55 также установлены два класса точности: 2 и 3-й (ОСТ/НКТП 1261 и 1262).
Измерение классов точности резьбы производится предельными резьбовыми калибрами, имеющими две стороны:
Проходную (обозначается «ПР»);
Непроходную (обозначается «НЕ»).
Проходная сторона для всех классов точности резьбы одинакова. Непроходная сторона соответствует определённому классу точности резьбы, о чём имеется соответствующее клеймо на торце калибра.
Степени точности диаметров резьб гост 16093-81
|
Вид резьбы |
Диаметр резьбы |
Степень точности |
|
Болт |
наружный d | |
|
средний d 2 |
3, 4. 5, 6, 7, 8, 9, 10 |
|
|
Гайка |
средний D 2 |
4, 5, 6, 7, 8, 9* |
|
внутренний D 1 | ||
|
* Только для резьб на деталях из пластмасс |
||
Длины свинчивания по ГОСТ 16093-81
|
резьбы Р, мм |
Номинальный диаметр резьбы d по ГОСТ 8724-81, мм |
ДЛИНА СВИНЧИВАНИЯ, мм |
||
|
(малые) |
(нормальные) |
(большие) |
||
|
Св. 2,8 до 5,6 Св. 5,6 до 11,2 Св. 11,2 до 22,4 |
Св. 1,5 до 4,5 Св. 1,6 до 4,7 Св. 1,8 до 5,5 | |||
|
Св. 2,8 до 5,6 Св. 5,6 до 11,2 Св. 11,2 до 22,4 Св. 22,4 до 45,0 |
Св. 2,2 до 6,7 Св. 2,4 до 7,1 Св. 2,8 до 8,3 Св. 3,1 до 9,5 | |||
|
Св. 5,6 до 11,2 Св. 11,2 до 22,4 Св. 22,4 до 45,0 Св. 45,0 до 90,0 |
Св. 3,0 до 9,0 Св. 3.8 до 11,0 Св. 4,0 до 12,0 Св. 4,8 до 14,0 | |||
|
Св. 5,6 до 11,2 Св. 11,2 до 22,4 |
Св. 4,0 до 12,0 Св. 4,5 до 13,0 | |||
|
Св. 5,6 до 11,2 Св. 11,2 до 22,4 Св. 22,4 до 45,0 Св. 45,0 до 90,0 |
Св. 5,0 до 15,0 Св. 5,6 до 16,0 Св. 6,3 до 19,0 Св. 7,5 до 22,0 | |||
|
Св. 11,2 до 22,4 |
Св. 6,0 до 18,0 | |||
|
Св. 11,2 до 22,4 Св. 22,4 до 45,0 Св. 45,0 до 90,0 |
Св. 8,0 до 24,0 Св. 8,5 до 25,0 Св. 9,5 до 28,0 | |||
|
Св. 11,2 до 22,4 |
Св. 10,0 до 30,0 | |||
|
Св. 22,4 до 45,0 Св. 45,0 до 90,0 Св. 90,0 до 180,0 Св. 180 до 355,0 |
Св. 12,0 до 36,0 Св. 15,0 до 45,0 Св. 18,0 до 53,0 Св. 20,0 до 60,0 | |||
Понятие о приведенном среднем диаметре резьбы
Приведенным средним диаметром резьбы называется средний диаметр воображаемой идеальной резьбы , которая имеет те же шаг и угол наклона боковых сторон, что и основной или номинальный профиль резьбы, и длину, равную заданной длине свинчивания, и которая плотно (без взаимного смещения или натяга) соприкасается с реальной резьбой по боковым сторонам резьбы.
Коротко говоря, приведенный средний диаметр резьбы - это средний диаметр идеального резьбового элемента, который соединяется с реальной резьбой. Когда говорят о приведенном среднем диаметре резьбы, не надо представлять себе его как расстояние между двумя точками. Это диаметр условной идеальной резьбы, которой нет в действительности как материального объекта и которая могла бы свернуться с реальным резьбовым элементом при всех погрешностях его параметров. Этот средний диаметр невозможно измерить непосредственно. Его можно проконтролировать, т.е. узнать, находится ли он в допускаемых пределах. А для того чтобы узнать числовое значение приведенного среднего диаметра, необходимо отдельно измерить значения параметров резьбы, препятствующие свинчиванию и рассчитать этот диаметр.
При изготовлении резьбы отклонения отдельных элементов резьбы зависят от погрешностей отдельных составляющих технологического Щроцесса. Так, погрешность шага резьбы, обработанной на резьбообра-батывающих станках, в основном, зависит от погрешности шага ходового винта станка, угол профиля - от неточности заправки угла инструмента и его установки относительно оси резьбы.
Необходимо помнить, что резьбовые поверхности болта и гайки никогда не соприкасаются по всей винтовой поверхности, а касаются только на отдельных участках. Основное требование, например, для крепежной резьбы заключается в том, чтобы было обеспечено свинчивание болта и гайки - в этом их основное служебное назначение. Поэтому и представляется возможным изменять средний диаметр у болта или гайки и добиваться свинчивания при ошибках шага и профиля, при этом контакт резьбы будет, но не по всей поверхности. По некоторым профилям (при ошибке шага) или на отдельных участках профиля (при ошибках профиля) в результате компенсации этих ошибок изменением среднего диаметра, будет зазор в нескольких местах сопряжения. Часто в контакте по резьбовым элементам находятся лишь 2 - 3 витка.
Компенсация ошибок шага 5Р. Погрешность шага у резьбы, обычно, «внутришаговой», и прогрессирующая погрешность, иногда называемая «растяжкой» шага. Компенсация погрешности осуществляется для прогрессирующей погрешности. Два осевых сечения болта и гайки наложены друг на друга. У этих резьбовых элементов на длине свинчивания не равны значения шагов, а следовательно, не может произойти свинчивание, хотя значение среднего диаметра у них одинаково. Для того чтобы обеспечить свинчивание, необходимо удалить часть материала (на рисунке заштрихованные участки), т.е. увеличить средний диаметр у гайки или уменьшить средний диаметр у болта. После этого свинчивание произойдет, хотя контакт будет происходить только на крайних профилях.
Таким образом, если имеется погрешность шага в 10 мкм, то для ее компенсации следует уменьшить средний диаметр у болта или увеличить средний диаметр у гайки на 17,32 мкм и тогда произойдет компенсация ошибок шага и будет обеспечено свинчивание резьбовых элементов деталей.
Компенсация погрешности угла профиля Sa/l. Погрешность угла профиля или угла наклона боковой стороны возникает, обычно, от погрешности профиля режущего инструмента или погрешности его установки на станке относительно оси заготовки. Компенсация погрешности профиля резьбы производится также изменением значения среднего диаметра, т.е. увеличением среднего диаметра у гайки или уменьшением среднего диаметра у болта. Если удалить часть материала, где профили перекрывают друг друга (увеличить средний диаметр гайки или уменьшить средний диаметр болта), то свинчивание произойдет, но контакт будет происходить на ограниченном участке боковой стороны профиля. Такого контакта достаточно для того, чтобы произошло свинчивание, т.е. скрепление двух деталей.Таким образом, требование к точности резьбы в отношении среднего диаметра нормируется суммарным допуском, который ограничивает как приведенный средний диаметр (диаметр идеальной резьбы, обеспечивающей свинчивание), так и средний диаметр резьбы (собственно средний диаметр). В стандарте только упоминается, что допуск на средний диаметр является суммарным, но нет расшифровки этого понятия. Для этого допуска можно дать следующие дополнительные толкования.
1. Для внутренней резьбы (гайки) приведенный средний диаметр не Должен быть меньше, чем размер, соответствующий пределу максимума материала (часто говорят - проходному пределу), а наибольший средний диаметр (собственно средний диаметр) не должен быть больше предела минимума материала (часто говорят - непроходной предел).Значение приведенного среднего диаметра для внутренней резьбы определяют по формуле.
2. Для наружной резьбы (болта) приведенный средний диаметр не должен быть больше предела максимума материала по среднему диаметру, а наименьший собственно средний диаметр в любом месте должен быть меньше, чем предел минимума материала.
Понятие идеальной резьбы, соприкасающейся с реальной, можно представить себе по аналогии с понятием о прилегающей поверхности и, в частности, прилегающего цилиндра, которые рассматривались при нормировании точности отклонений формы. Идеальную резьбу в исходном положении можно представить себе как резьбу соосную реальной резьбе, но для болта значительно больше по диаметру. Если теперь идеальная резьба будет постепенно сжиматься (уменьшаться средний диаметр) до плотного соприкосновения с реальной резьбой, тогда средний диаметр идеальной резьбы и будет приведенным средним диаметром реальной резьбы.
Допуски, которые даются в стандарте на средний диаметр болта (Tch) и гайки (TD2), фактически включают в себя допуски на собственно средний диаметр (Tch), (TD2) и значение возможной компенсации f P + fa, т.е. Td 2 (TD 2) = TdifJVi + f P + fa.
Надо отметить, что при нормировании этого параметра надо понимать, что допуск на средний диаметр должен также учитывать и допускаемые отклонения шага и угла профиля. Возможно, что в дальнейшем этот комплексный допуск получит другое обозначение, а может быть новое название, что позволит отличать этот допуск от допуска только на средний диаметр.
При изготовлении резьбы технологу можно распределить суммарный допуск между тремя параметрами резьбы - средним диаметром, шагом, углом профиля. Часто допуск делят на три равные части, но при наличии запаса по точности у станков можно задать меньшие допуски на шаг и большие на угол и средний диаметр и т.д.
Измерять непосредственно приведенный средний диаметр нельзя, поскольку, как диаметр, т.е. расстояние между двумя точками, он не существует, а представляет собой как бы условный, действующий диаметр сопряженных резьбовых поверхностей. Поэтому для определения 198 значения приведенного среднего диаметра резьбы необходимо измерять отдельно средний диаметр, измерять отдельно шаг и половину угла профиля, по погрешностям этих элементов рассчитать диаметральные компенсации и потом расчетом определить значение приведенного среднего диаметра резьбы. Значение этого среднего диаметра и должно находиться в пределах допуска, установленного в стандарте.
Система допусков и посадок метрических резьб с зазором.
Наиболее распространенной, получившей наиболее широкое применение, является метрическая резьба с зазором для диапазона диаметров от 1 до 600 мм, система допусков и посадок которой представлена в ГОСТ 16093-81.
Основы этой системы допусков и посадок, включающие степени точности, классы точности резьб нормирование длин свинчивания, методики расчета допусков отдельных параметров резьбы, обозначение точности и посадок метрических резьб на чертежах, контроль метрических резьб и другие вопросы системы являются общими для всех разновидностей метрических резьб, хотя каждая из них имеет и свои особенности, иногда существенные, которые получили отражение в соответствующих ГОСТах.
Степени точности и классы точности резьбы. Метрическая резьба определяется пятью параметрами: средним, наружным и внутренним диаметрами, шагом и углом профиля резьбы.
Допуски назначаются только для двух параметров наружной резьбы (болта); среднего и наружного диаметров и для двух параметров внутренней резьбы (гайки); среднего и внутреннего диаметров. Для этих параметров для метрической резьбы установлены степени точности 3... 10.
В соответствии со сложившейся практикой степени точности сгруппированы в 3 класса точности: точный, средний и грубый. Понятие класса точности условное. При отнесении степеней точности к классу точности учитывают длину свинчивания, так как при изготовлении трудность обеспечения заданной точности резьбы зависит от имеющейся у нее длины свинчивания. Установлены три группы длин свинчивания: S - короткие, N - нормальные и L - длинные.
При одном и том же классе точности допуск среднего диаметра при длине свинчивания L должен быть увеличен, а при длине свинчивания S - уменьшен на одну степень по сравнению с допуском, установленным для длины свинчивания N.
Приближенное соответствие классов точности и степеней точности следующее: - точный класс соответствует 3-5-й степеням точности; - средний класс соответствует 5-7-й степеням точности; - грубый класс соответствует 7-9-й степеням точности.
Исходной степенью точности для расчета числовых значений допусков диаметров наружной и внутренней резьбы была принята 6-я степень точности при нормальной длине свинчивания.
Наиболее широко в машиностроении применяются цилиндрические зубчатые передачи. Термины, определения и обозначения цилиндрических зубчатых колес и передач регламентирует ГОСТ 16531-83. Цилиндрические зубчатые передачи по форме и расположению зубьев зубчатых колес разделяются на следующие виды: реечные, прямозубые, косозубые, шевронные, эвольвентные, циклоидные и др. В промышленности все шире начинают применять передачи Новикова, обладающие высокой несущей способностью. Профиль зубьев колес этих передач очерчен дугами окружностей.
По эксплуатационному назначению можно выделить четыре основные группы цилиндрических зубчатых передач: отсчетные, скоростные, силовые и общего назначения.
К отсчетным относят зубчатые передачи измерительных приборов, делительных механизмов металлорежущих станков и делительных машин, следящих систем и т. п. В большинстве случаев колеса этих передач имеют малый модуль (до 1 мм), небольшую длину зуба и работают при малых нагрузках и скоростях. Основное эксплуатационное требование, предъявляемое к этим передачам - высокая точность и согласованность углов поворота ведомого и ведущего колес, т.е. высокая кинематическая точность. Для реверсивных отсчетных передач весьма существенное значение имеет боковой зазор в передаче и колебание этого зазора.
К скоростным относят зубчатые передачи турбинных редукторов, двигателей турбовинтовых самолетов, кинематических цепей различных коробок передач и др. Окружные скорости зубчатых колес таких передач достигают 90 м/с при сравнительно большой передаваемой мощности. В этих условиях главное требование к зубчатой передаче - плавность работы, т.е. бесшумность, отсутствие вибраций и циклических погрешностей, многократно повторяющихся за оборот колеса. С увеличением частоты вращения требования к плавности работы повышаются. Для тяжелонагру-женных скоростных передач имеет значение также полнота контакта зубьев. Колеса таких передач обычно имеют средние модули (от 1 до 10 мм).
К силовым относятся зубчатые передачи, передающие значительные крутящие моменты при малой частоте вращения. Это зубчатые передачи шестеренных клетей прокатных станов, механических вальцов, подъемно-транспортных механизмов, редукторы, коробки передач, задние мосты и т.д. Основное требование к ним - полнота контакта зубьев. Колеса для таких передач изготавливают с большим модулем (свыше 10 мм) и большой длиной зуба.
Отдельную группу образуют передачи общего назначения, к которым не предъявляют повышенные эксплуатационные требования по кинематической точности, плавности работы и контакту зубьев (например, буксировочные лебедки, неответственные колеса сельскохозяйственных машин и др.).
Погрешности, возникающие при нарезании зубчатых колес, можно свести к четырем видам: тангенциальные, радиальные, осевые погрешности обработки и погрешности производящей поверхности инструмента. Совместное проявление этих погрешностей при зубообработке вызывает неточности размеров, формы и расположения зубьев обрабатываемых зубчатых колес. При последующей работе зубчатого колеса в качестве элемента передачи эти неточности приводят к неравномерности его вращения, неполному прилеганию поверхностей зубьев, неравномерному распределению боковых зазоров, что вызывает дополнительные динамические нагрузки, нагрев, вибрации и шум в передаче.
Для обеспечения требуемого качества передачи необходимо ограничить, т.е. пронормировать погрешности изготовления и сборки зубчатых колес. С этой целью были созданы системы допусков, регламентирующие не только точность отдельного колеса, но и точность зубчатых передач исходя из их служебного назначения.
Системы допусков для различных видов зубчатых передач (цилиндрические, конические, червячные, реечные) имеют много общего, но есть и особенности, которые отражены в соответствующих стандартах. Наиболее распространенными являются цилиндрические зубчатые передачи, система допусков которых представлена в ГОСТ 1643-81.